- 欢迎来到 浩特工业!
- 010-5957 6240 028-8331 1885
- william.lai@hot-mining.com | kira.zhang@hot-mining.com
-



水泥生产中的人工智能控制
谁是浩特?请参考下图

实现“工业4.0”已经成为水泥行业的重要目标许多年了。近些年,诸如“大数据”、“AI(人工智能)”的概念已经在许多领域得到了重大应用。AI与大数据结合,不仅在自动化上,还有望能够给长期存在的问题提供解决方案。所以人们可能会惊讶,自从2009年以来,完全自动化的磨机操控已经在实现中。
这篇文章简要总结了自从2000年代以来人工智能控制如何被应用于水泥工业中,以及在标准控制方法失效的地方,如何设法控制更加复杂的闭路循环流程。
为了加速水泥工业中先进技术的整合,一些服务商提出从选矿厂等工业4.0中直接“复制粘贴”的方案,将这些先进技术应用于水泥工业中。曾有一篇报道,将常规工厂控制的第一次成功转型归功于AI控制,并将这次转型定位为一次突破。需要注意的是,按AI的发展水平,其能力依然是有限的。
从技术上来说,如今应用在工业上的大多数AI系统主要是数据驱动的算法。这些算法的基本原理相对简单,但是这些AI却从海量的数据以及高度重复计算及多重连接中增长了自身的能力。
在许多工作中将AI投入应用不是新主意了。能够储存和处理海量信息(大数据)的更快的计算机的发展,使得AI的应用更加可能及合理。深度学习是机器学习的一部分,使用了多层人工神经网络(ANN)从大数据中学习,在进行一些人工神经网络的训练后,寻找可以用来解决问题的模式。
基于知识的自动化包括模糊逻辑和诸如模型预测控制(Model Predictive Control, MPC)之类的分析模式,都是人工智能的一部分(图1)。基于工作的不同,不同的AI模式适用性不同。如今人们很清楚,对于水泥生产工艺来说,没有像选矿厂和冶炼厂那样存在一种“一码通吃”的AI模块。模糊逻辑适用于变量及数据量中等的工艺过程,而这些变量及数据用控制策略就可以表达。在要求关键情形下进行安全运行的工艺过程中,这是一个好的选择。在控制策略不能够被表达以及具有大量变量输入的工艺过程中,神经网络被用来识别隐藏的模式。对于可用单一数学模型来表达的人们理解程度较好的工艺工程来说,MPC是好的选择。假如模型的计算结果比实时结果出来的更快,那么最优化就有可能实现了。在水泥生产中,即时适应性严格来说是不太可能做到的。
模糊逻辑控制、神经网络和模型预测控制是互补性的,而不是竞争性的。
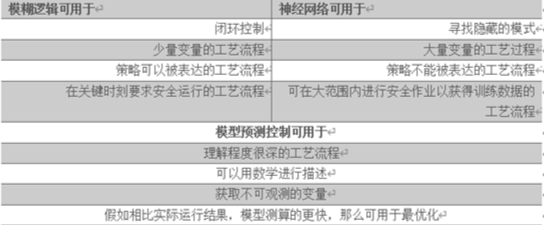
图1. 高水平控制有赖于AI
与AI解决方案供应商的简要讨论使得问题清晰了,这一在水泥厂控制系统中的“革命”简单的就是靠模型预测控制(MPC)及软传感器来进行的。Powitec Intellignet Technologies(德国)在2001年使用了自适应模型预测控制(MPC)和机器学习。这是首个综合性的黑箱控制器,它在人工不介入的情况下,完全自主的操控一台回转窑超过24小时。这个系统的核心是用一台图像处理摄像机分析主燃烧器火焰以及对游离氧化钙的实时预测。各种各样的AL模块早在2002年就被应用了。
使用自适应的模型预测控制(MPC),窑和煅烧炉的能量输入波动可以被自动调节。那段时期使用AI的先锋是水泥生产商LEUBE(澳大利亚)和Maerker Zement(德国)。不久之后,诸如ABB,FLSmith,Pavillion,KIMA Echtzeitsysteme 和 Rockwell 以相似的基于模型的控制器进入了这一市场。今天,许多公司回归到了更加稳健的模糊逻辑控制。预测性模型只应用于软传感器。这一现象的原因是水泥生产工艺与其他普通生产工艺有着很大的不同。

图2. 在一台以石油焦和煤炭作为热源的回转窑中的熟料床层,一个独特的,复杂的,带有许多变动条件的工艺过程
熟料生产是一个复杂的过程。用于窑或者磨机的所谓的“多维非线性过程模型”无法充分的模拟真实的系统。真实的窑和磨机系统受磨损及其他自然变量的影响,到目前为止模型还无法将这些变量表现出来。粗略地说,窑和磨机现在的特性和今年后的特性肯定会有所不同。有人曾经尝试过将软件特性应用到其中,例如自适应和自主学习。但是大量的变动需要考虑:衬板、钢球、溜槽、给料机、阀门、耐火材料、燃料还有原料。进一步的,还要考虑采石场来料的不同以及添加剂,燃料热值、水分和灰粉的变动,从磨机中出来的煤和石油焦粒度分布以及相关的燃烧相关的变动(燃点、烧损、相似外形,等)。
所有的这些变动都会影响熟料和水泥的质量——这是对控制器的重大挑战。给一个多维控制模型输入会变动或者说,不稳定的信号,那么它就会失效。为了能够捕捉变动然后进行相应的模型调整,用人工神经网络(ANN)来训练这些模型是有可能的。问题是工艺过程的变动有多快。基于人工神经网络(ANN)的模型必须要进行定期的再训练,这对于许多生产过程来说是不切实际的。结果就是对于“变化的”系统来说,模型预测控制(MPC)并不是最好的解决方案。在这种情况下,当模型预测控制(MPC)或者/和人工神经网络(ANN)的结果不符合实际时,需要基于规则的系统来控制工艺工程。
在当代AI模块的帮助下,这些系统都达到了自动化的新水平。这篇文章将详细论述磨机完全自动化运行了数年的几个厂子。“自动控制”不仅仅局限于平滑的作业条件。
HOT公司的“MILL-X”支持磨机的全自动化启停,紧急停车后的自动恢复以及根据水泥产品的不同而进行转换。下面的案例研究将简要讨论一些使用HOT的智能控制系统来改善工厂生产。这些选矿厂和水泥厂的软件平台是在全球供应了超过200套的基于规则的模糊专家系统,也就是人们所知的“MILL-X”。它使用了图1中所示的所有AL模块。
近年来,澳大利亚JK矿物加工研究所,SMCC公司等公司发表了很多关于磨矿分级功率优化节能的文章,这些文章展示了研究成果,并且报告了AI磨矿功率优化技术实施后对选矿厂、水泥厂带来的显著地节能降耗和降本增效的效益。
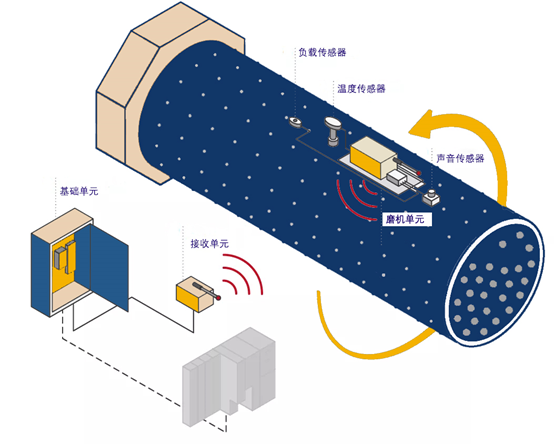
HOT的技术之一包括球磨机用的精准的磨机充填测量系统(FILL-X)。它在磨机筒体上直接且无损耗的测量结构声并将这一信号转换成充填水平信息(如图9所示)。该技术的系统兼容度高,能与选矿厂和水泥厂的集控系统和控制软件进行整合。FILL-X能提供可靠并且无波动的过程信号,这些信号可以供给通过与其他过程变量联合的MILL-X来控制的自动运行来使用。像振动传感器这样的传感器和新出现的无接触扭矩传感器都可搭载在FILL-X系统上,它们使得VRMs(Vertical roller mill立磨)实现智能管控。

图3.典型的粉磨流程的示意图,包含高压辊磨机及球磨机
图3展示了一个联合粉磨流程,由一台高压辊磨机和一台球磨机构成。这样的一个水泥粉磨回路应用很广泛,因为它在比电耗和产品质量上有着优势。但是从控制理论的观点上来说,这是一个困难系统,它包含了三个子系统(高压辊磨机、球磨机1室和球磨机2室),每个子系统都很重要,因为他们是一个独自的反馈回路(通过分级设备)的一部分,都有着各自不同的滞后时间(或者说时间常量)。这个反馈回路使得每一系统在各自的共振频率上进行震荡,这一震荡可以通过前述的时间常量来进行测量。更糟的是,这些时间常量是熟料质量(可磨度)的非线性函数,不能保证是常量。常规的PID控制器处理不了这样易于振荡的系统。
为了更好的理解复合粉磨流程的复杂度,可以将这样的一个系统比喻为三个钟摆,如图4所示,这三个钟摆与不同刚度的弹簧连接到一起。每个钟摆的时间常量通过它的质量及长度来进行测量,耦合则通过连接弹簧的刚度来测定。在理想情况下,这个系统是由一个恒定的输入激励的(转动),每个钟摆都会移动到一个新的平衡状态然后保持住。
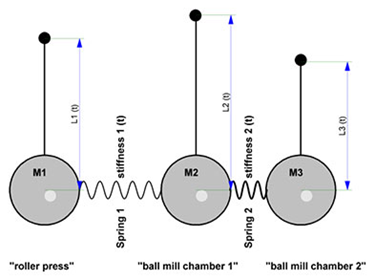
图4.由高压辊磨机及两个球磨机腔室组成的粉磨流程的质量-弹簧模型
然而在实际上,由输入带来的激励并不是恒定的。每个钟摆的长度都会随时改变,每个弹簧的刚度也会随时改变。结果就是系统会以变动的频率和振幅永久振荡下去。(如图5)
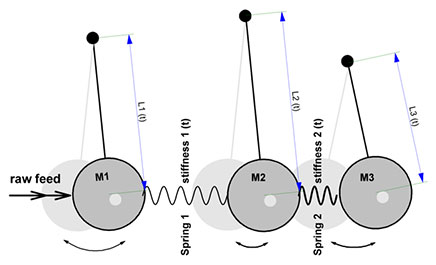
图5.被激励的弹簧-质量系统
闭路流程控制系统现在的任务就是要调整激励(即,输入)、共振频率(钟摆的长度,即斗式提升机、输送皮带和斜槽的输送速度)以及耦合弹簧的刚度(即从高压辊磨机向一号室乃至2号室移动的物料流)。控制一个如此的系统是一项困难的任务,单单靠单一的PID控制器是无法实现的。根据HOT的经验,这个系统可以用MILL-X来成功实现控制。
使用AI模块的全自动磨机运行不再是科幻小说的内容。在2009年,与MILL-X类似的一个技术(另一家公司的技术)在法国北部的一个立式磨机(VRM)项目中得到了应用。

图6.水泥立磨通常都有着很大的自动化及最优化潜力
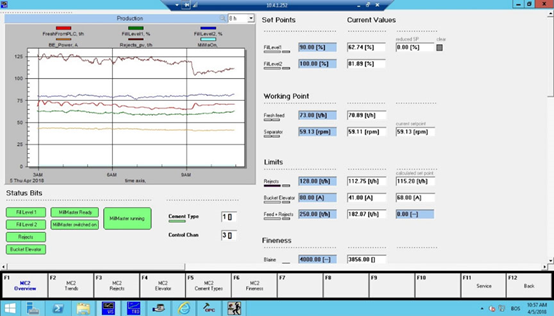
图7.MILL-X水泥版界面
MILL-X的一个关键优势,是它可以在操作人员无法从系统中看到太多信息的情况下,进行配置。只需要“启/停”开关,就可以控制系统“自动运转”的开始或结束。将它开启的唯一目的就是:提升产能。
另一个相似的案例是波斯尼亚和黑塞哥维那的Fabrika Cementa LukavacD.D. 在2008年的时候,一套相似的系统在一台设计台时为65t/h的球磨机上得到了安装,这台磨机如同埃米尔·西里莫科维克(生产经理)报告的那样,通常情况下台时能达到67t/h。该厂生产两种型号水泥,这里给出安装前后对比。
生产能力提升超过10%。
额外的提升:和基准情况相比,减少了产品质量上的波动。
磨机内更高的物料水平带来的更少的粉磨介质损耗(与未安装MILL-X时相比)及更少的衬板损耗。
通过“冲击-停止”模式测量得到的最佳填充水平。

图9.带有1室和2室的声波传感器安装
绝大多数人认为,AI仅仅由大数据喂养的自主学习的人工神经网络(ANN)构成,并能自动控制复杂的过程,这是不准确的。就如同提到的,不同的工作要选择不同的AL模式。熟料烧制过程的复杂度使得自身不太适用于纯的人工神经(ANN)控制,尤其是所用设备的损耗问题使得原本适用于神经网络的系统发生了改变。今天所用的AI系统的重要组成部分与10年或20年前所用的是相似的,但是今天的计算机已经变得更快并且能够利用大量的历史数据。
无干扰测量,不受同一厂房内其他磨机或机器的影响
显著提升测量的精度
大量减少钢球和衬板的损耗
增加磨机产出
无缝连接至其他任意的自动化或控制系统
自主功能,无需电池
在隔板内直接测量水泥温度
安装简易
自动校正
开启简单
每台磨机多达三个独立传感器
一台磨机多达八个系统
磨机筒体上的结构声比磨机筒体发出的空气传声包含了多得多的信息。
为了能够最佳地使用这一额外的信息,我们开发了一种新的非线性算法,这种算法能够评估这些信号并且能够精确可靠的获得磨机填充水平及目前为止都是未知的其他类型的测量结果。
通过现代的非线性动态模式方法来进行评估。
磨机每次转动都会产生三维的声波特征。系统自动搜索特定区域(例如磨机冲击点)的信号特征,评估磨机充填率。
高性能传感器与新的数学模型的结合,使得测量非常精确和可靠。此外,横向分辨率非常高。球磨机第一及第二腔室的填充水平可以得到清晰的识别。

得益于非常高的精准度的填充水平测量,现在使用闭路控制系统来保持磨机作业最优化下的填充水平是可行的了。这将节省大量的能耗并且显著的增加磨机的产出并提高产品质量。Fill-X可应用于物料处理工业的任一形式的球磨机(水泥磨机、生料磨机、磨煤机、矿石球磨机、半自磨机等)。
每一套Fill-X系统都有三个测量频道,可以随意的用来测量填充水平或者温度。这样一来,带有三个腔室的生料磨机以及带有两个腔室并且只用一个系统来测量隔板处温度信号的的水泥磨机都可以得到测量。一个厂房内至多可以用八套系统。假如有多个厂房,那么每个厂房都将单独安装。所有的信号都通过4.2mA的电流环路传输至厂子内的PLC或者自动控制系统。Fill-X可以通过如下产品来进行增补:通过与“模糊专家系统”进行结合,电子耳将驱动磨机持续在最佳填充水平上运行。
l 减少功耗;
l 最多能减少50%的钢球补加量;
l 精确而快速的闭环控制;
l 平稳运行,减少操作人员的负担;
l 减少维护费用;
l 更少的损耗;
l 减少停机时间;
l 完全自动启停;
l 控制策略可以定制化;
l 自主最优化控制计划;
l 外来干扰的智能管理,例如:可磨度的变化,助磨剂的损耗等。
翻译:蒋蔓延
毕业于东北大学矿物加工工程,专注于矿山、磨料粉磨智能化领域,曾负责国内外诸多矿山项目的实验、设计工作。






















X
欢迎来到浩沃特!