- 欢迎来到 浩特工业!
- 010-5957 6240 028-8331 1885
- william.lai@hot-mining.com | kira.zhang@hot-mining.com
-



上线了!无线智能故障预警系统在石窑店选煤厂调试成功
谁是浩特?请参考下图

What it is?
系统介绍
无线故障预警智能系统(IoT-Based Monitoring & Early Warning System),开发于澳大利亚安尔法工业技术有限公司(Alpha Industrial Technology Pty Ltd),总部坐落于矿业顶尖国家,澳大利亚,悉尼。是基于IoT的无线实时监测系统,基于PI实时数据库,利用先进的神经元网络技术,实现对矿山,选煤厂,选矿厂的重要设备及系统的故障状态进行早期智能预警的系统。
相对于传统的基于预定义限值的报警系统,该系统能通过神经元网络算法对归档历史数据学习训练,形成一个设备或工艺系统的正常运行模型,并将其与实时运行状态进行比较,计算出当前值和机组模型计算出的期望值之间的偏差,并提供故障和劣化趋势早期预警功能,以降低设备故障的风险,提高设备运行的可靠性。系统数据也可同时上传云端,传输到云端的数据,通过云端大数据智能分析,结合专家数据库分析出设备振动曲线趋势,并给企业做出提前预警,更加准确。
无线预警智能系统(IoT-Based Monitoring & Early Warning System)针对矿山,选矿厂,选煤厂关键设备进行无线实时监测。主要用机械旋转设备的常规振动及温度测量,采用内置加速度传感器对两个方向的振动信号进行测量,热电阻传感器进行温度测量。可显示两个方向振动的加速度单峰值、峭度、速度有效值(烈度)、温度、电池电量等。可随时查看历史状态趋势,了解运行状况。
1. 具备报警提示功能,从而实现主动保护与预知维修的目的。
2. 提高设备连续运转周期和减少停机维修时间及成本的效果。
3. 采用无线通信传输数据,完美的解决了现场不易布线的问题。
How we do it?
正篇
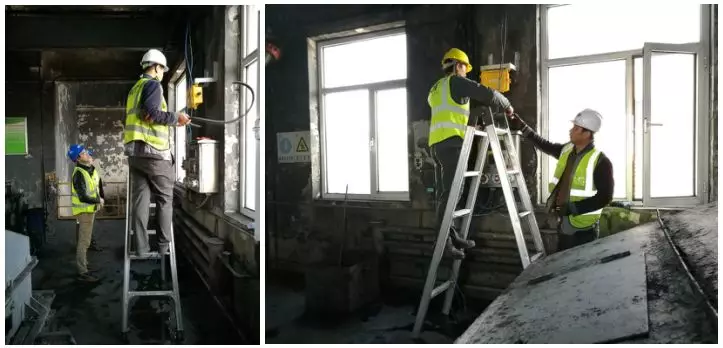
安尔法通过兄弟单位HOT,与选煤巨头“泰戈特”首次合作,将安尔法无线智能化故障预警系统(IoT-Based Monitoring & Early Warning System)应用于石窑店选煤厂。经过前期的测点布线,到后期的传感器终端,中继器安装,软件安装调试,现在石窑店选煤厂设备的无线实时监测已经投入运营,实时接收数据时监测关键设备运行状态,智能化管理选厂关键设备。

系统登录
本系统针对石窑店选煤厂主要的设备关键部位无线振动及温度监测,测点主要分布在主电机、减速箱、滚筒,等多个振动温度测点。安装于各个设备的驱动侧与非驱动侧,全面监测设备的工作状态。传感器终端实时地接收设备的运行数据,并传输回监控室,监测人员同时可以实时在远程操控界面上查看设备的运行情况,并且可随时查看历史状态趋势,进行预处理判断。
这无疑是一次技术革新,对于选煤厂的设备管理迈向了智能化的一步,达到更高效更经济的管理。从确定技术方案,到无线智能故障预警系统调试上线,安尔法联手HOT提供了一站式的服务。
1
初期沟通技术方案,交换资料,现场测点与现场人员沟通,确定测点位置及施工方案。


现场测点确认及交流
2
材料采购,随即进行布线施工工作,完成基本的光纤,电缆,网线等布置工作。
布线安装
3
提前完成传感器与中继器的配对工作,现场安装各个传感器终端测点及中继器。并完成中继器的接线,完成整个厂区内的接线工作。

传感器终端

中继器

安装点
4
无线监控软件安装,进行各个测点的通电调试工作,软件接收数据。


现场调试工作
5
软件与现场设备数据交流正常,进行实时地数据传输,调试成功,等待正常运行一段时间,最后完成验收。

软件调试
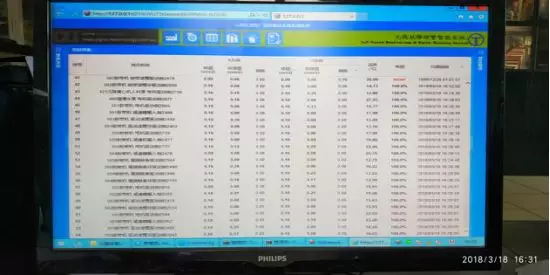
监测软件数据采集

历史趋势分析
What it is?
应用背景
矿山、选矿厂、选煤厂等区域的关键设备往往处于工况恶劣'不稳定' 功率大'负载重,从而造成设备震动及温度的异常,且连续运行状态,早期事故发展导致的恶性事故时有发生,为了消除其故障隐患以避免安全事故发生,现代产业迫切需要采用故障预警系统及内含的分析技术,基于该项技术揭示设备运行状态的发展溟变规律,实现早期事故预警,进而有利于采取智能故障自愈、自动防护控制及指导人工管理等手段以避免故障,特別是恶性事故发生。
在国外,美囯、曰本、加拿大等国家的专家学者开展了设备无线监测预警及故障分析研 究,例如美囯机械事故预防技术学会(MFDT)和麻省理工学院、曰本三重大学、加拿大Lak ehead大学、美国恩泰克公司、美国本特利公司(BentlyNevada)、曰本三菱公司、瑞士Vibr o-Me-ter公司等;洛克希德一马丁公司在囯防部支持下以联合攻击战斗机(Joint Strike Fight er, JSF)为背景提出预测和健康管理技术(Prognostics and Health Management PHM)的全新概念。
国内一些高校及研究院所在设备健康状态的监测诊断预警和处置重大产品和重大设施寿命预测及相关信息化智能化技术等方面开展了技术攻关,多年来国家科技重大专项国家自然科学基金对本领域相关技术研究给予了持续大力支持。近年来一些国内企业针对企业现代管理及现代维修需求,开展了对故障监测预警系统及先进维修方式的研发,以及进行工程应用及工程示范。
安尔法一直致力于矿业智能化系统的开发,在国际矿业智能化的大环境下,安尔法通过与HOT,与泰戈特的合作,将这套系统成熟的运用到了石窑店选煤厂的各类关键设备上。
在减少管理工作量的同时,大大增加安全系数,减少停机维修时间和成本。本智能预警系统不只是针对选煤厂,同时针对选矿厂,矿山等大型设备,同样实现智能化的在线监测功能。公司还会通过系统实时地运行过程中,不断收集数据,并通过与使用人员的沟通,不断升级系统,提升用户使用体验。

调试成功合照
安尔法智能,创造的不只是安全,以智能化服务,为矿山企业提升收益和效率!






















X
欢迎来到浩沃特!